Enhancing Manufacturing Processes with Cable Conveyors
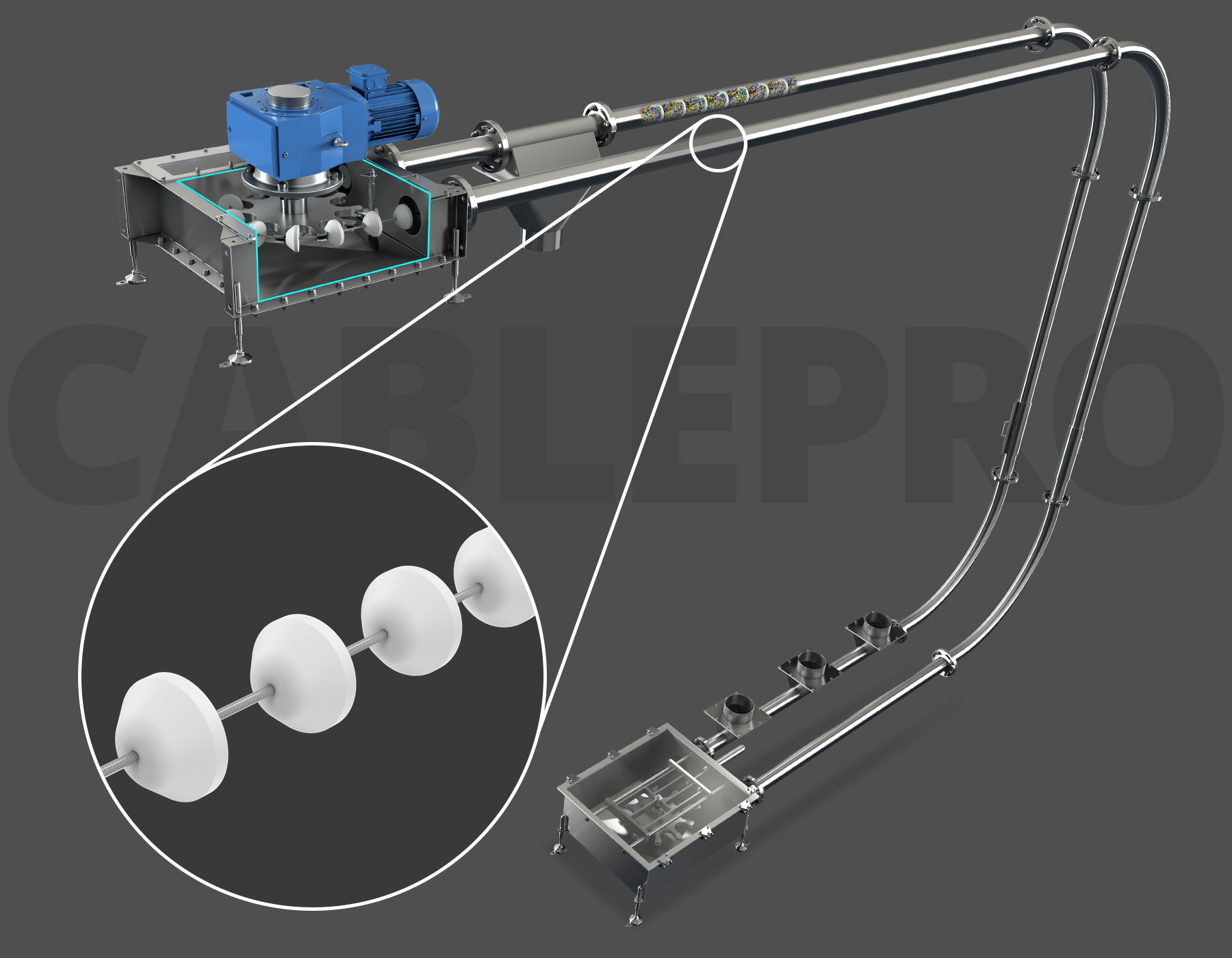
When it comes to modern conveying solutions, cable conveyors are at the forefront of innovation for gentle, enclosed, and sanitary material handling. As a type of tubular drag conveyor, these systems ensure the reliable movement of products in multiple directions – horizontally, vertically, or a combination of both – throughout the manufacturing process.
Benefits of Cable Conveyor Systems
► Reliable Performance: Cable conveyors operate smoothly in demanding manufacturing environments, providing consistent, trouble-free material transfer.
► Versatile Applications: From powders to frozen foods, the system adapts to a variety of materials, supporting diverse production needs.
► Enhanced Sanitation: With its enclosed design and Clean in Place capabilities, the system exceeds the cleanliness standards required in food and pharmaceutical industries.
► Minimized Maintenance: High-quality construction reduces wear and tear, lowering maintenance costs over the conveyor’s lifespan.
Standard Features
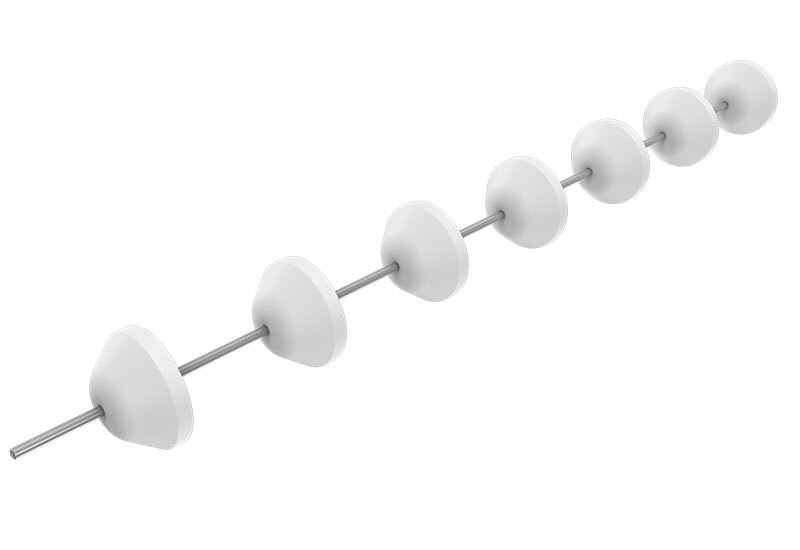
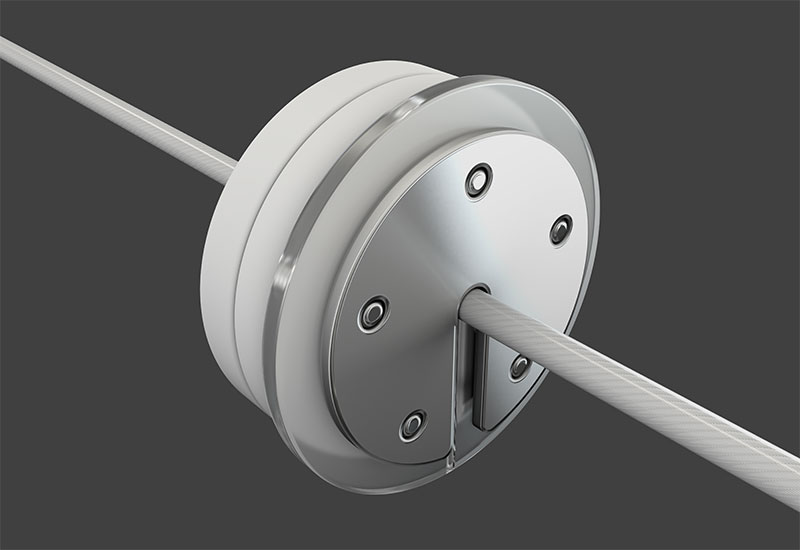
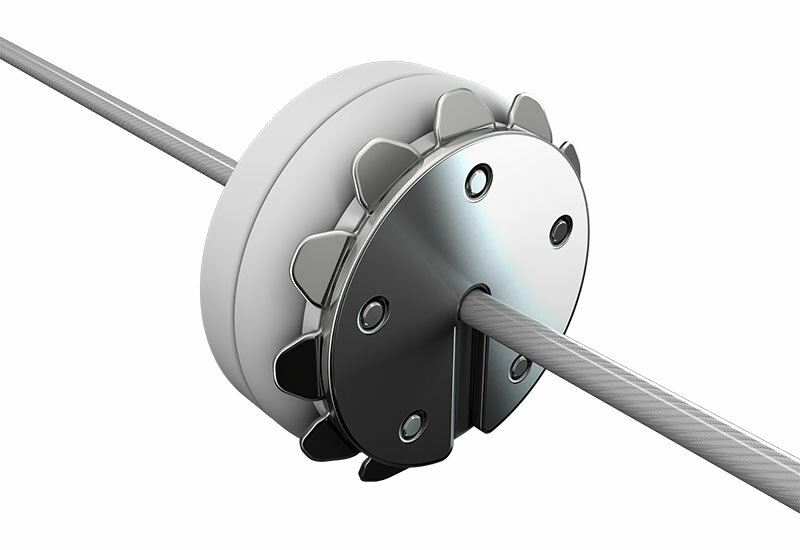
Cable & Flight Assemblies
Proprietary self-lubricating UHMW flights are injection molded onto abrasion-resistant, food-grade coated, pre-stretched, stainless steel cable. Cable and flights are impregnated with FDA-approved friction-reducing modifiers to extend component life.
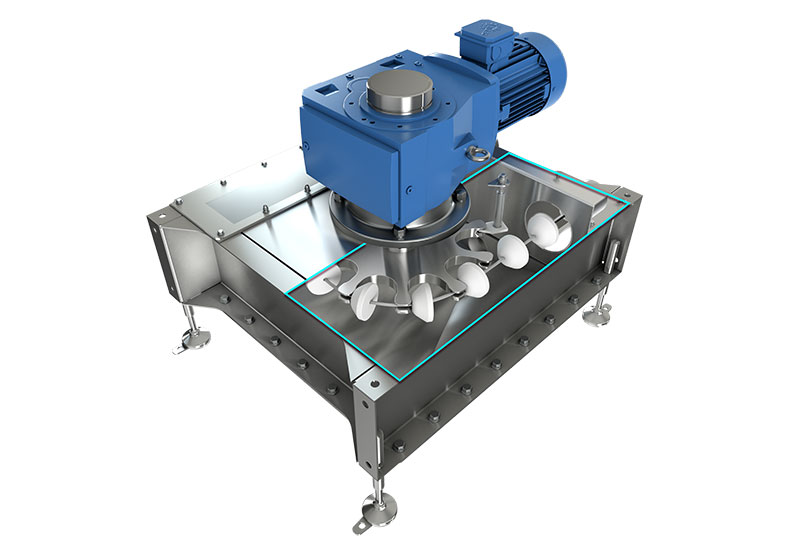
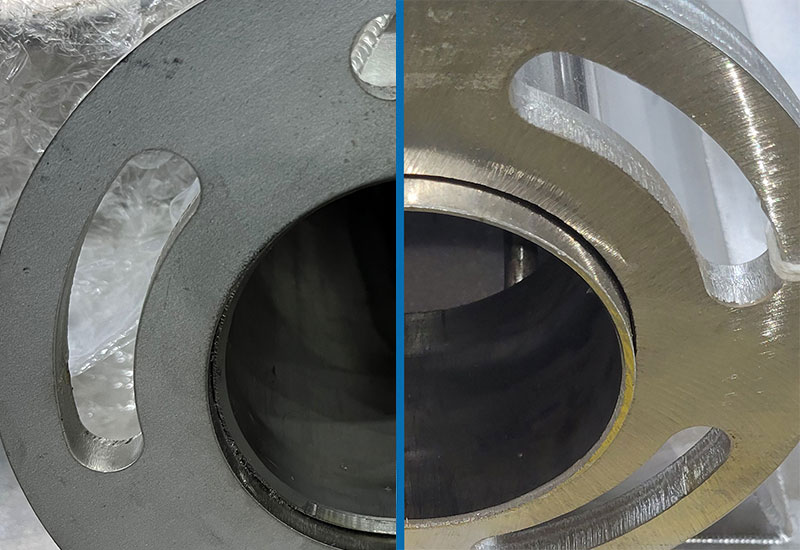
Stainless Steel Sprockets
Engineered for prolonged durability while the polished edges reduce cable fray.
Seamless Tubing
Labor-saving installation with tubing engineered and cut to application length, flanged, and match-marked for faster assembly. Fully seated tube ends for guaranteed tight gap, avoiding areas for food harborage.
Auto-Tensioner
Auto-Tensioner maintains proper pressure to ensure optimum performance, minimize wear, and reduced downtime
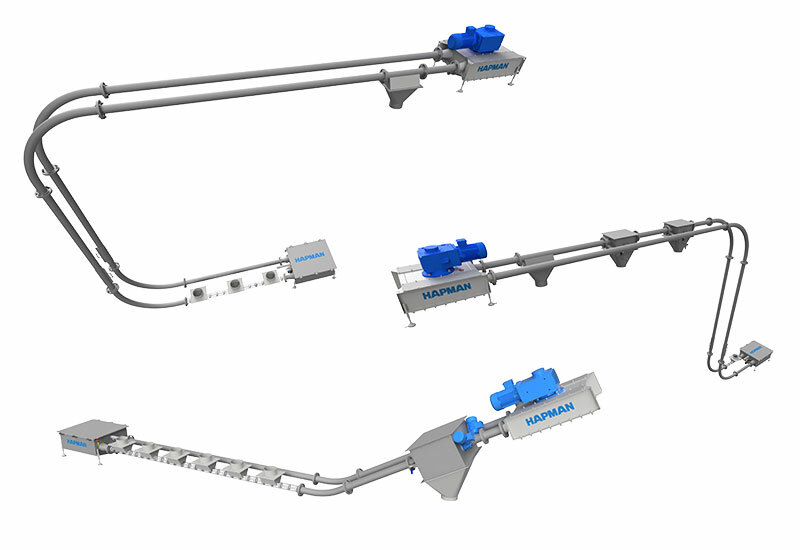
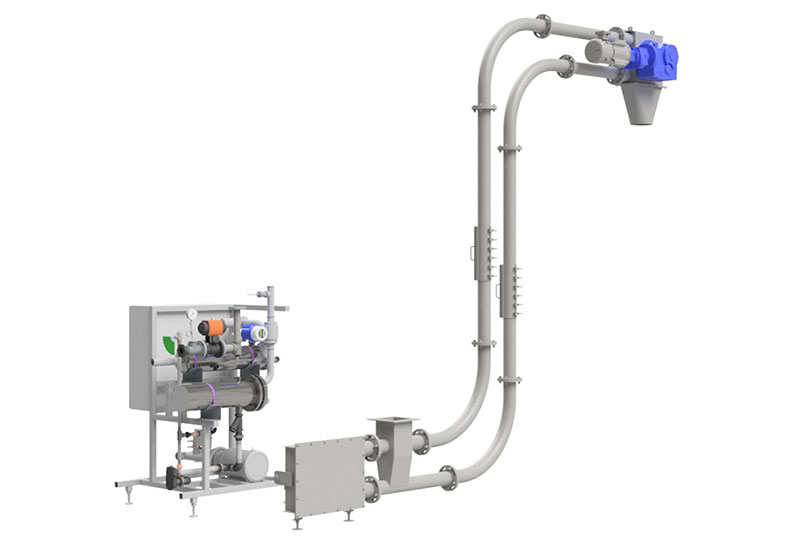
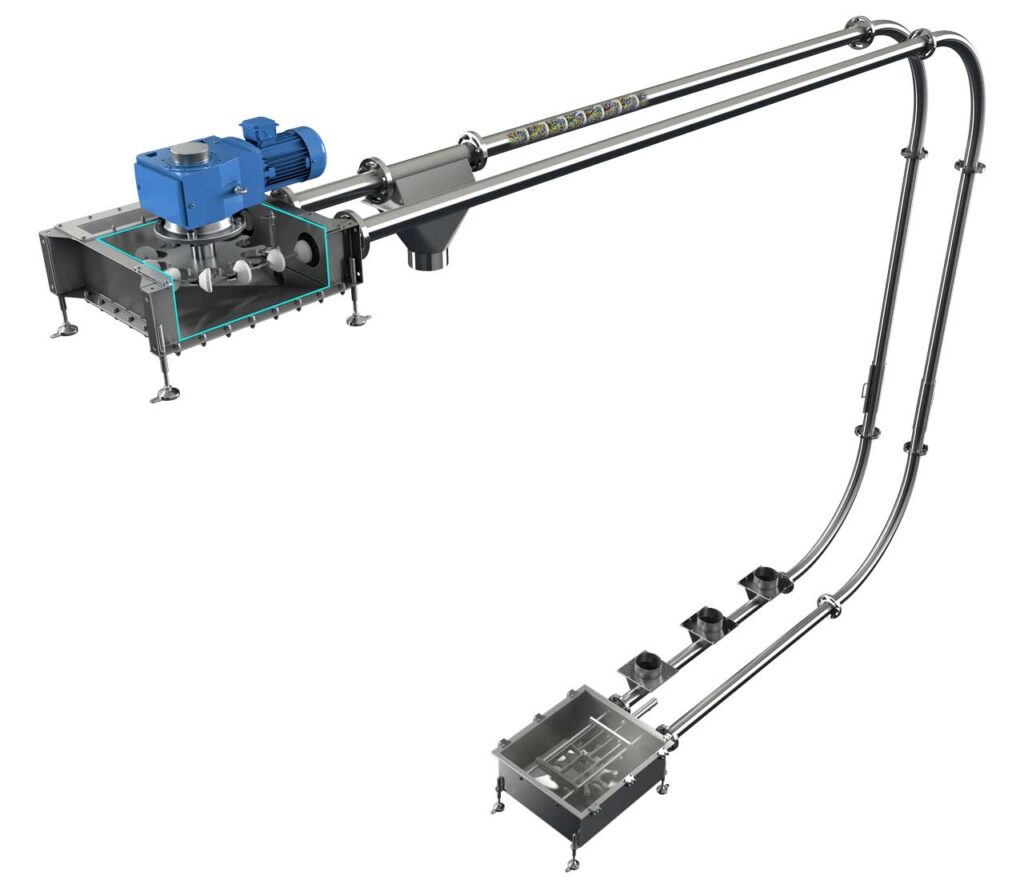
Layouts
Designed to adapt to any layout, our conveyors are customized by expert engineers to ensure the most efficient configuration for your unique needs.
Cleaning Options
Sponge Disk
Single-use sponge utilized to apply cleaning agents and assist removal of liquid after washdown.
Wiper Disk
Designed to remove accumulating fines and particles during or assist removing liquid after cleaning.
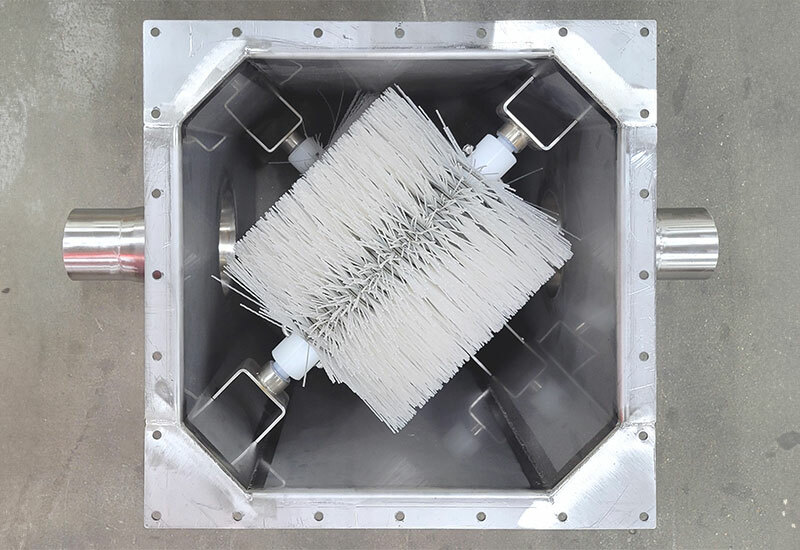
Brush Box
Installed after the final discharge point, this solution features a rotatable brush that effectively cleans the cable and disks. Removes any residual carryover for a cleaner operation.
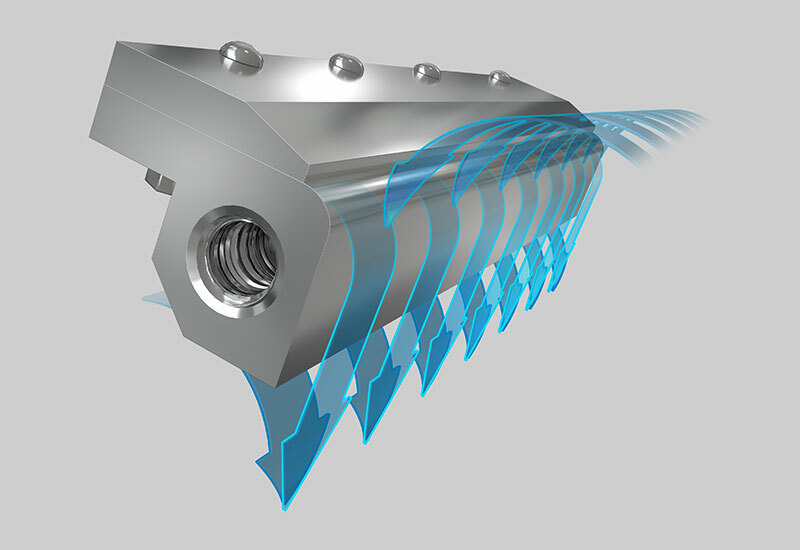
Air Knife
A strategically placed device that uses compressed air to blow off accumulating fines from the disks.
Scraper Disk
Works to dislodge material that has stuck to the casing walls.
Clean in Place
The fully sealed system with integral drain points enables water, foam, and chemical cleaning methods.
Why Choose a CablePro™ Conveyor?
Hapman’s CablePro™ cable conveyor stands out for its ability to handle a wide variety of materials, including: Nuts, Coffee, Pet foods, Snack foods, Frozen foods, and Powders.
This versatility is coupled with a reputation for gently moving delicate and friable materials. Especially in food manufacturing environments with stringent sanitary requirements, the CablePro™ cable conveyor excel by safeguarding product integrity while maintaining cleanliness and hygiene while minimizing spillage and avoiding areas of food harborage.
Proof of our unwavering confidence in our product and team.
Our Performantee is a 100% operational guarantee that you will be fully satisfied with the performance of our equipment, and that it will achieve the specific results for which it was designed and manufactured. If not, we will revise or repair it to deliver the results we promised.
Have Technical Questions About CablePro™ Conveyors?