
CHALLENGE
To help develop an optimized manufacturing process for diatomaceous earth slurry to meet their customer’s specifications for coating paper products. The solution had to precisely add dry diatomaceous earth at an accuracy of ±2%, and a concentration of 7.15% by weight.
CUSTOMER
EP Minerals
INDUSTRY
Wastewater Treatment
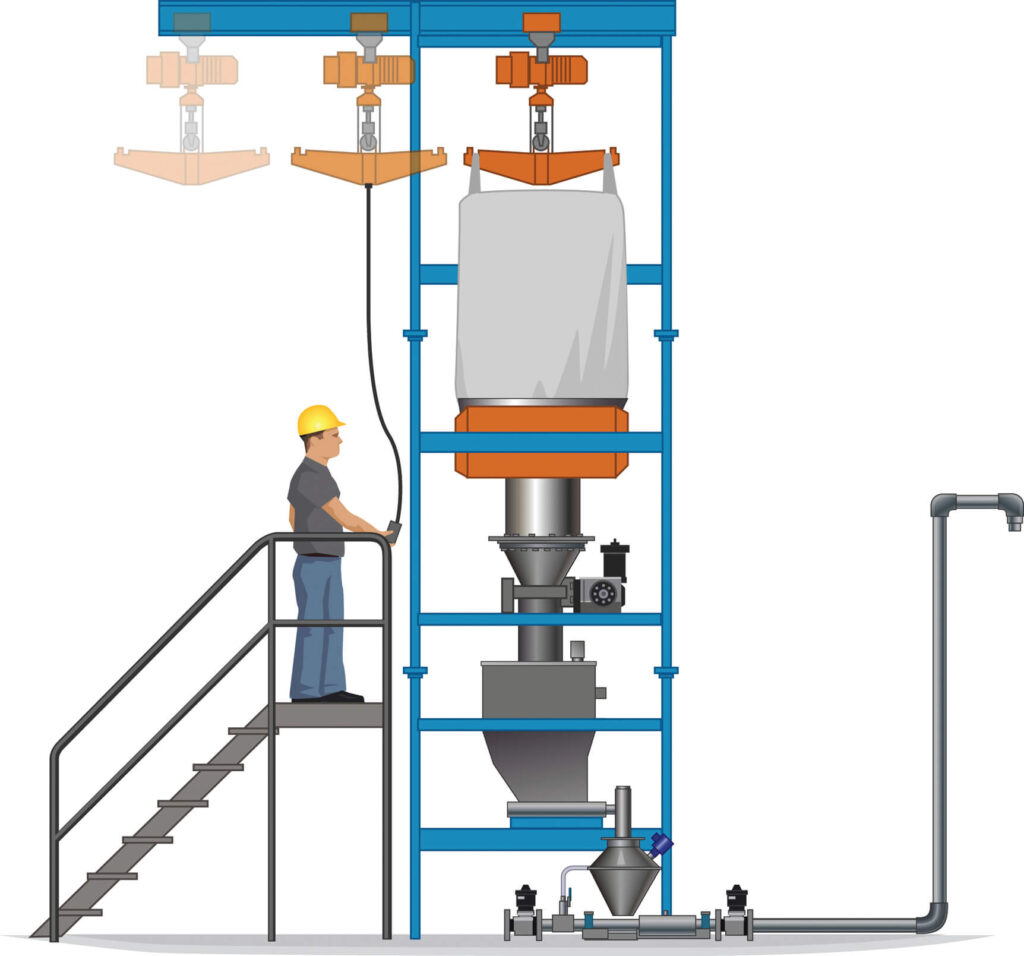
EP Minerals, located in Reno, Nevada, is a major producer of diatomaceous earth, cellulose and perlite filter aids, coatings, absorbents, and soil additives. The company enlisted Hapman to help develop an optimized manufacturing process for diatomaceous earth slurry to meet their customer’s specifications for coating paper products. The solution had to precisely add dry diatomaceous earth at an accuracy of ±2%, and a concentration of 7.15% by weight. Because the diatomaceous earth was delivered in FIBCs, a system featuring a combination bulk bag unloader with a feeder, and an eductor with a wetting cone was recommended (see Figure 1 below).
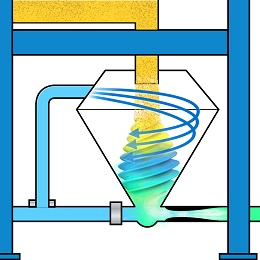
Based on the above specifications, the flexibility of an eductor system proved beneficial for several reasons. An eductor type mixing system can be used on a batch or continuous basis. A continuous process can control the concentration based on outside requirements, such as pH, conductivity, flow, pressure, temperature, and rate of reaction.
A batch system can also be adjusted from one batch to another varying the concentration of the solution or slurry (see Figure 2). The bulk bag unloader was included in the system and put on load cells to correctly measure how much material was delivered over time. To help EP Minerals design an optimal system for their application, Hapman first established a materials rate to determine the most efficient size for the feeder and the eductor. The bulk density of the diatomaceous earth was stated as 16 lbs/ ft3. The rate was determined to 22 ft3/hr to successfully achieve a concentration of 7.15%. The following steps were used to determine feeder and eductor size:
- Determine the feed rate required (22 ft3/ hr) and select the feed rate, (see Table 1).
- Select the maximum discharge pressure required (5 psig). NOTE: Using the standard educator, the maximum pressure drop allowed is 5 psig.
- If the feed rate is in excess of 24 ft3/ hr, or the maximum discharge pressure is not acceptable, then find the appropriate multiplier and divide that multiplier by the actual rate, (see Table 2).
- Use the multiplier to find the required liquid flow rate.
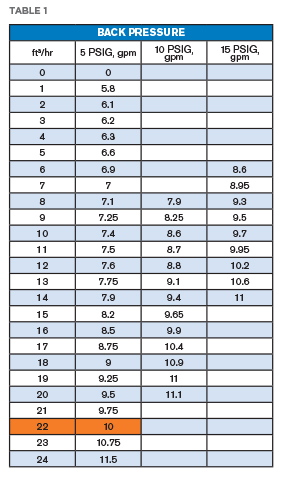
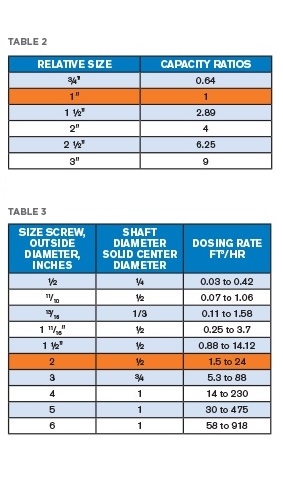
The data from the EP Minerals application is shown in tables 1-3. The selected eductor is 1”, to meet a feed rate of 10 gpm, with a not-to-exceed 5 psig back pressure on the discharge of the eductor. Because of the abrasiveness of diatomaceous earth, stainless steel construction was selected for the system.
Next, the auger size of the feeder was determined, based on feed/dosing rate, (see Table 3.). An appropriate nozzle was then selected to match the screw.
The final step was to determine if the system should be controlled by volume or by weight. Because of the application’s need for accuracy, a weight-based system was selected. Though more expensive and complex than standard volumetric controls, a weight-based system allows for ± 0.5% accuracy. A volumetric control has an accuracy margin of between ± 2% to 5%, and would not have worked with this application’s process specifications.
SUMMARY
This case study demonstrates how an eductor-based mixing system can effectively handle a wide range of materials, and how overall process optimization can be achieved. In addition, the eductor mixing system offers increased efficiencies over a conventional system of mixing by allowing solutions and slurries to be made on demand – as opposed to pre-mixed in large holding tanks. Another important benefit is the system limits exposure to operators, and mitigates issues of delivering solid material in a large vapor space.
The design flexibility of an educator-based mixing system offers a high level of customized configurations. This allows process design engineers the opportunity to efficiently and effectively meet the demands of a facility’s many different raw material handling needs.